昆山優質吊具廠家
發布時間:2023-03-28 00:24:17
昆山優質吊具廠家
流化床法工藝是:(1)首先用泵將廢鹽酸送到廢酸儲罐,并達到預濃縮器中,在預濃縮器中一部分廢酸液被焙燒爐的爐氣汽化。(2)經預濃縮而剩下的酸液,繼續被濃縮并使氧化鐵富集,從預濃縮器流出的酸液,通過一個配料裝置導入焙燒爐中的流化床,爐內溫度約850攝氏度,高溫下水被蒸發,氯化鐵受熱分解為氧化氫。(3)在流化床中的顆粒氧化鐵逐漸變多、變大,流化床內氧化球層的高度不斷增高,使鼓風機吹入的空氣所受到的阻力也增大,當壓力增大到一定值時,通過一個葉輪閘門把多余的氧化鐵排出,排出的過程進行到使流化床下部的空氣壓力下降到要求值為止。(4)較細的氧化鐵粉被焙燒廢氣帶出,進入旋風除塵器中。從除塵器分離出的細小氧化鐵粉再回到流化床中,被酸液濕潤并逐漸變粗。經旋風除塵器里與酸液進行熱交換并放出熱量,降低氣溫。(5)含有氯化氫的焙燒爐氣,經預濃縮器后進入吸收塔,與從塔上噴灑下來的沖洗水接觸,氯化氫被水吸收形成再生酸。經沖洗水吸收后排出的廢氣通過煙囪排入大氣。
昆山優質吊具廠家
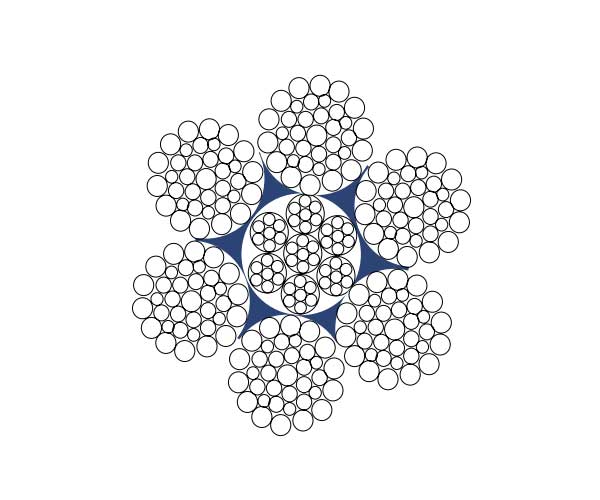
防扭鋼絲繩主要用途:1,用于電力線路牽引,引力展放導線,亦可作為放線的牽引繩。但牽引磨芯直徑應不小于15倍繩索直徑。2,在拉力允許的情況下也可代替普通鋼絲繩作起吊索。質量要求:1、在制造長度內按用戶要求長度±2%交貨驗收。2、繩索內每股不允許有任何形式的接頭。3、繩索兩端插套長度不少于5個節距長度,也可按用戶的要求。4、繩索外觀應無跳股,無錯股,亂股,松股,傷股等現象。5、繩索橫截面位正方形或六角形,其鄰角為相反旋向的股繩,對角為相同旋向的股繩。6、破斷拉力是依據股繩的抗拉強度計算的,用戶的選用時應考慮安全系數(安全系數為3),不能將繩索破斷拉力作為實用拉力。
昆山優質吊具廠家
批發繩索保養的注意事項:鋼絲繩索具使用過程中我們需對鋼絲繩的磨損、銹蝕、拉伸、彎曲、變形、疲勞、斷絲、鋼絲繩繩芯露出的程度進行檢查,那么保養的時候該注意哪些呢?1.鋼絲繩索具的使用期限與使用方法有很大關系,因此應做到按規定使用,禁止拖拉、拋擲,使用中不準超負荷,不準使鋼絲繩發生銳角折曲,不準急劇改變升降速度,避免沖擊載荷。 2.鋼絲繩索具有鐵銹和灰垢時,用鋼絲刷刷去并涂油。 3.每使用4個月涂油一次,涂油時好用熱油(50℃左右)浸透繩芯,再擦去多余的油脂。4.鋼絲繩索具盤好后應放在清潔干燥的地方,不得重疊堆置,防止扭傷。5.鋼絲繩索具端部用鋼絲扎緊或用熔點低的合金焊牢,也可用鐵箍箍緊,以免繩頭松散。6.使用中,鋼絲繩索具表面如有油滴擠出,表示鋼絲繩已承受相當大的力量,這時應停止增加負荷,并進行檢查,必要時更換新鋼絲繩。

昆山優質吊具廠家
提高層均勻性的措施:造成鋼絲熱浸鍍過程鍍層不均勻的原因有:(1)鋼絲引出與鋅液面不垂直,這樣鋼絲引出時帶出的鍍液未凝固時在其重力作用下就不能沿鋼絲圓周均勻往下淌,造成凝固后鍍層偏離鋼絲幾何中心;(2)抹拭情況(如木炭顆粒大小、木炭與鋼絲接觸的緊密度、氣擦的流量和壓力等)在鋼絲圓周各方向上的差異;(3)鋅液面波動和鋼絲抖動,鋅液面浮渣沾在鋼絲表面等;(4)先鍍后拉鋼絲在鍍后拉拔時由各種原因造成的刮鋅和鋅層不均勻變形。嚴重時甚至使局部純鋅層全部喪失。應采取的措施:改進設計、調整工裝,保證由壓軸和引出架的導線輥定位的鋼絲與鋅液面垂直,到壓軸磨損時必須及時調整導線輥位置或轉動壓軸以保證鋼絲與液面垂直。抹拭的木炭顆粒要均勻、拍實。加鋅要遠離引出處并慢慢推入,壓軸到鋅鍋操作面的位置不能太近,生產線上好有張力控制裝置以防止鋅液面波動。
昆山優質吊具廠家
壽命減短的原因除微動磨損之外,還有其他的一些原因。例如外部表面磨損是因為材料表面具有一定的粗糙度和波紋,因此表面互相接觸對滑時,由于材料的變形、黏著度以及相對運動時黏著點撕裂所產生的材料移位和表面涂層脫落所導致的損失就是所謂的外部表面磨損。也正是因為內部繩股間的鋼絲之間有著滑動現象才導致鍍鋅鋼絲繩具有磨損這樣的問題,因為當鍍鋅鋼絲繩在投入使用的過程中,鋼絲繩股繩間的微動是不可避免的。在鍍鋅鋼絲繩股繩間加入純錳磷化膜是解決鋼絲繩內部表面磨損的有效措施。