福建靠譜的鍍鋅鋼絲繩廠家
發(fā)布時(shí)間:2023-10-20 00:22:14
福建靠譜的鍍鋅鋼絲繩廠家
隨著冷變形程度的增加,一般鋼絲的抗拉強(qiáng)度、硬度、彈性極限等增加,而延伸率、斷面收縮率等下降。由于存在加工硬化,所以當(dāng)拉拔的變形程度達(dá)到一定值后,由于鋼絲冷加工性能的顯著下降而不適宜再繼續(xù)拉拔,需要進(jìn)行中間熱處理以恢復(fù)其加工性能。拉絲機(jī)的能力一般以其卷筒直徑的大小和卷簡的數(shù)量來表示。拉絲機(jī)的拉拔速度與鋼絲的鋼種、直徑、熱處理的質(zhì)量、潤滑和冷卻條件、變形程度、拉絲機(jī)的結(jié)構(gòu)以及盤條的盤重等有關(guān)。隨著鋼絲生產(chǎn)的現(xiàn)代化,拉拔速度在不斷提高。為了減少摩擦,降低拉拔力和模耗以及獲得表面光潔、尺寸和形狀合乎要求的產(chǎn)品,拉拔時(shí)必須使用潤滑劑潤滑。使用固體潤滑劑時(shí)稱為干式拉絲;使用潤滑劑水溶液并在其中完成拉拔過程的稱濕式拉絲,所用的設(shè)備是水箱拉絲機(jī)。

福建靠譜的鍍鋅鋼絲繩廠家
的捻制與普通圓股鋼絲繩相同,但根據(jù)鋼絲繩使用的工作條件,對原料鋼絲的鋅層厚度有不同的要求:直徑0.2~5.0mm的特號(hào)和I號(hào)鍍鋅鋼絲繩鋼絲,鍍層厚度可分為3組:薄鍍層組上鋅量為15~135g/m2,用于輕度腐蝕條件;中鍍層組上鋅量為60~200g/m2,用于中等腐蝕條件;厚鍍鋅組上鋅量為75~260g/m2,用于嚴(yán)重腐蝕條件。為確保的質(zhì)量,鋼絲鍍鋅層表面應(yīng)平滑、完整、均勻和牢固。當(dāng)鍍鋅鋼絲呈螺旋狀纏繞在直徑為鋼絲直徑5倍或10倍的芯桿上時(shí),鋅層不應(yīng)脫落或開裂。對鍍鋅層的耐腐蝕能力,也應(yīng)做相應(yīng)的檢驗(yàn)。
福建靠譜的鍍鋅鋼絲繩廠家
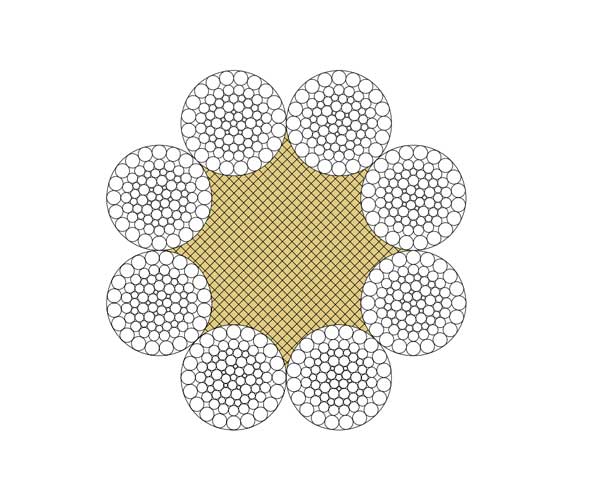
的繩芯選擇:目前電梯繩還是以麻芯為主,其中天然劍麻芯多。還有PP芯鋼絲繩,也屬于麻芯。但是,近幾年,鋼芯的電梯繩使用越來越多。相對來說,麻芯鋼絲繩柔韌性好一些,鋼芯的鋼絲繩,結(jié)構(gòu)穩(wěn)定性更高,同時(shí)鋼芯的繩子的破斷力比麻芯高。通常來說,人們認(rèn)為麻芯可以有更多含油量,但是,的涂油更多時(shí)候取決于油的品種和品質(zhì),以及涂油的方式。因此,按照鋼絲繩在電梯里使用的用途來合理選擇繩芯的種類,十分重要。

福建靠譜的鍍鋅鋼絲繩廠家
的鍍鋅有多線連續(xù)熱鍍和電鍍兩種方法。電鍍鋅(見鋼絲電鍍鋅)是通過外加電源,用電沉積的方式獲得鍍層,獲得的鍍層是由細(xì)密的純鋅晶粒所組成。熱鍍鋅(見鋼絲熱鍍鋅)是靠物理的熱擴(kuò)散作用形成鍍層,首先形成鐵一鋅化合物,相繼在鐵一鋅化合物表面生成純鋅層。從理論上講,電鍍鋅可獲得任意厚度的鋅層。目前實(shí)用的電鍍鋅上鋅量可達(dá)1200g/m2,一般電鍍鋅層上鋅量也可達(dá)750g/m2。而熱鍍鋅上鋅量高值也不過593g/m2。熱鍍鋅會(huì)降低鋼絲的力學(xué)性能,要求強(qiáng)度高及耐腐蝕性高的鍍鋅鋼絲繩,多采用電鍍鋅鋼絲捻制。

福建靠譜的鍍鋅鋼絲繩廠家
的合理選擇:在所有影響因素中,盤條用鋼的純凈度和鋼絲拉拔前的終熱處理較為關(guān)鍵。對電梯來說,鋼中非金屬夾雜物控制非常重要,各種非金屬夾雜等級(jí)總和不應(yīng)超過3級(jí)。磷和硫是鋼中的有害元素,會(huì)導(dǎo)致鋼的塑、韌性降低,從而降低鍍鋅鋼絲繩的疲勞性能。對于電梯鍍鋅鋼絲繩來說,盤條用鋼中磷和硫的質(zhì)量分?jǐn)?shù)都應(yīng)低于0.025%。半成品鋼絲終熱處理組織應(yīng)為索氏體,不推薦使用正火處理,因?yàn)殇摻z經(jīng)過正火處理所得到的組織主要為粗片狀珠光體和鐵素體,會(huì)導(dǎo)致鍍鋅鋼絲繩疲勞性能顯著降低。