紹興優質吊具廠家
發布時間:2023-11-06 00:22:01
紹興優質吊具廠家
壽命減短的原因除微動磨損之外,還有其他的一些原因。例如外部表面磨損是因為材料表面具有一定的粗糙度和波紋,因此表面互相接觸對滑時,由于材料的變形、黏著度以及相對運動時黏著點撕裂所產生的材料移位和表面涂層脫落所導致的損失就是所謂的外部表面磨損。也正是因為內部繩股間的鋼絲之間有著滑動現象才導致鍍鋅鋼絲繩具有磨損這樣的問題,因為當鍍鋅鋼絲繩在投入使用的過程中,鋼絲繩股繩間的微動是不可避免的。在鍍鋅鋼絲繩股繩間加入純錳磷化膜是解決鋼絲繩內部表面磨損的有效措施。
紹興優質吊具廠家
鍍塑鋼絲繩:制作鋼絲繩套的操作:鋼絲繩套是以鋼絲繩為原料經過加工,將一端或兩端加工呈圓環狀,主要用于吊裝、牽引、拉緊和承載的繩索被稱為鋼絲繩套。鋼絲繩套具有強度高、自重輕、工作平穩、不易驟然整根折斷等特點,廣泛應用于鋼鐵、化工、運輸、港口等行業。一起看看鍍塑鋼絲繩制作鋼絲繩套的操作吧。1、選擇工器具,能滿足工作需要且擺放有序;2、剪切鋼絲繩,斷頭處兩端綁扎小鐵絲;3、量取鋼絲繩套回頭拆散長度,應滿足45—48倍的鋼絲繩直徑;4、拆散鋼絲繩股,同時將3股拆開分成2組;5、回頭組合,回頭組合時外觀無間隙與厚鋼絲繩外觀無異;6、剪浸油線芯,各鋼絲繩股端部處理,浸油線芯剪切長度合適,各鋼絲繩股端部用黑膠布纏緊;7、繩套長度,長度符合13—24倍鋼絲繩的要求;8、穿插長度,穿插長度符合20—24倍鋼絲繩直徑的要求。相關信息我們就給大家說到這了,您的需求才是我們的目標和追求。衷心的感謝您的閱讀,希望您會獲得一定的收獲。
紹興優質吊具廠家
流化床法工藝是:(1)首先用泵將廢鹽酸送到廢酸儲罐,并達到預濃縮器中,在預濃縮器中一部分廢酸液被焙燒爐的爐氣汽化。(2)經預濃縮而剩下的酸液,繼續被濃縮并使氧化鐵富集,從預濃縮器流出的酸液,通過一個配料裝置導入焙燒爐中的流化床,爐內溫度約850攝氏度,高溫下水被蒸發,氯化鐵受熱分解為氧化氫。(3)在流化床中的顆粒氧化鐵逐漸變多、變大,流化床內氧化球層的高度不斷增高,使鼓風機吹入的空氣所受到的阻力也增大,當壓力增大到一定值時,通過一個葉輪閘門把多余的氧化鐵排出,排出的過程進行到使流化床下部的空氣壓力下降到要求值為止。(4)較細的氧化鐵粉被焙燒廢氣帶出,進入旋風除塵器中。從除塵器分離出的細小氧化鐵粉再回到流化床中,被酸液濕潤并逐漸變粗。經旋風除塵器里與酸液進行熱交換并放出熱量,降低氣溫。(5)含有氯化氫的焙燒爐氣,經預濃縮器后進入吸收塔,與從塔上噴灑下來的沖洗水接觸,氯化氫被水吸收形成再生酸。經沖洗水吸收后排出的廢氣通過煙囪排入大氣。

紹興優質吊具廠家
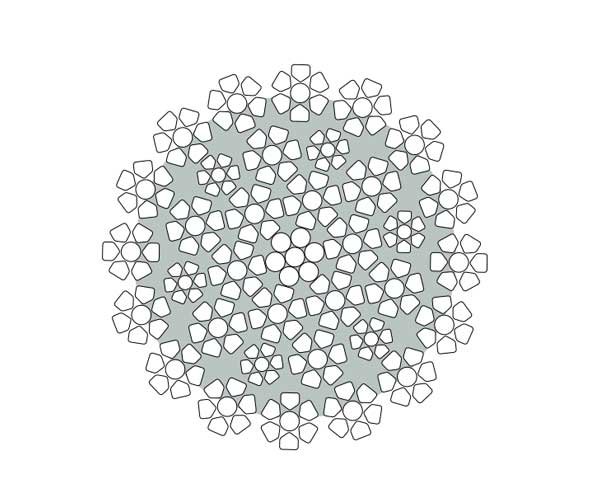
可用于高級建筑、車船捆綁、牽引、捆扎等領域、用于航運、海洋石油勘探、飛機操縱以及海洋捕撈、拖網、定置網、卷網等漁業方面。的繩芯以往常用劍麻及黃麻制造,但因這些材料在工作時容易吸附酸、堿、海水等腐蝕物,造成內層鋼絲早期銹蝕斷絲,已改用聚丙烯作繩芯。鍍鋅鋼絲繩的捻制與普通圓股鋼絲繩相同,但根據鋼絲繩使用的工作條件,對原料鋼絲的鋅層厚度有不同的要求:直徑0.2~5.0mm的特號和I號鍍鋅鋼絲繩鋼絲,鍍層厚度可分為3組:薄鍍層組上鋅量為15~135g/m2,用于輕度腐蝕條件;中鍍層組上鋅量為60~200g/m2,用于中等腐蝕條件;厚鍍鋅組上鋅量為75~260g/m2,用于嚴重腐蝕條件。為確保鋼絲繩的質量,鋼絲鍍鋅層表面應平滑、完整、均勻和牢固。當鍍鋅鋼絲呈螺旋狀纏繞在直徑為鋼絲直徑5倍或10倍的芯桿上時,鋅層不應脫落或開裂。對鍍鋅層的耐腐蝕能力,也應做相應的檢驗。