建德靠譜的吊具廠家
發(fā)布時(shí)間:2024-08-11 00:20:07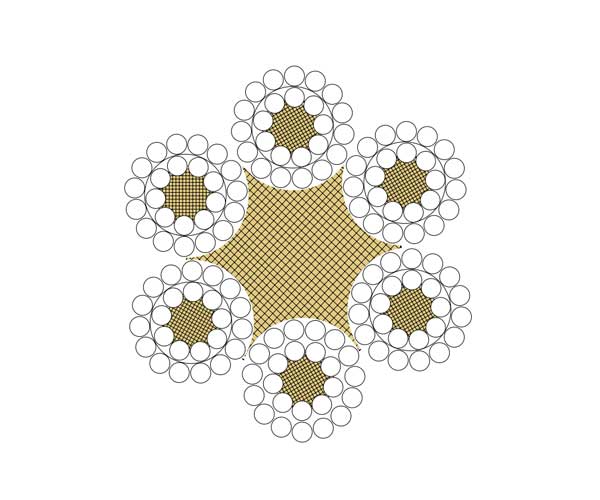
建德靠譜的吊具廠家
在工藝上有哪些區(qū)別:電鍍鋅是通過(guò)外加電源,用電沉積的方式獲得鍍層,獲得的鍍層是由細(xì)密的純鋅晶粒所組成。冷鍍鋅(或者是電鍍鋅)是在常溫下通過(guò)電鍍或者其他方法鍍的鋅。從理論上講,電鍍鋅可獲得任意厚度的鋅層。目前實(shí)用的電鍍鋅上鋅量可達(dá)1200g/㎡。一般電鍍鋅層上鋅量也可達(dá)750g/㎡。是靠物理的熱擴(kuò)散作用形成鍍層,首先形成鐵一鋅化合物,相繼在鐵一鋅化合物表面生成純鋅層。而熱鍍鋅上鋅量高值也不過(guò)593g/㎡。熱鍍鋅會(huì)降低鋼絲的力學(xué)性能,要求強(qiáng)度高及耐腐蝕性高的鍍鋅鋼絲繩,多采用電鍍鋅鋼絲捻制。熱鍍鋅是在450-480度熔融的鋅液中鍍的鋅。
建德靠譜的吊具廠家
通常情況下,新出廠鋼絲繩大部分在生產(chǎn)時(shí)已經(jīng)進(jìn)行了潤(rùn)滑處理,但在使用過(guò)程,潤(rùn)滑油脂會(huì)流失減少。鑒于潤(rùn)滑不僅能夠?qū)︿摻z繩在運(yùn)輸和存儲(chǔ)期間起到防腐保護(hù)作用,而且能夠減少鋼絲繩使用過(guò)程中各鋼絲之間、繩股之間和鋼絲繩與曳引輪槽之間的磨損,并且對(duì)延長(zhǎng)鋼絲繩使用壽命也十分有益。因此,為把腐蝕、磨損對(duì)鋼絲繩的危害降到低程度,進(jìn)行潤(rùn)滑檢查十分必要。首先,一定要選擇適宜的鋼絲繩潤(rùn)滑油脂,電梯鋼絲繩潤(rùn)滑油脂應(yīng)采用有一定摩擦系數(shù)的專(zhuān)用摩擦油脂,高性能的鋼絲繩潤(rùn)滑油脂是維護(hù)鋼絲繩延長(zhǎng)鋼絲繩壽命的根本保障。鋼絲繩在工作時(shí),內(nèi)部呈現(xiàn)三維方向的微動(dòng)摩擦,這就需要鋼絲繩潤(rùn)滑脂必須具有很強(qiáng)的滲透性能即讓潤(rùn)滑油脂中的潤(rùn)滑油分子抗磨劑成分能滲透到每根鋼絲上面。另外,潤(rùn)滑油脂還必須具有較強(qiáng)粘附性能。以保證其均勻的粘附到每根鋼絲繩上。
建德靠譜的吊具廠家
可用于高級(jí)建筑、車(chē)船捆綁、牽引、捆扎等領(lǐng)域、用于航運(yùn)、海洋石油勘探、飛機(jī)操縱以及海洋捕撈、拖網(wǎng)、定置網(wǎng)、卷網(wǎng)等漁業(yè)方面。的繩芯以往常用劍麻及黃麻制造,但因這些材料在工作時(shí)容易吸附酸、堿、海水等腐蝕物,造成內(nèi)層鋼絲早期銹蝕斷絲,已改用聚丙烯作繩芯。鍍鋅鋼絲繩的捻制與普通圓股鋼絲繩相同,但根據(jù)鋼絲繩使用的工作條件,對(duì)原料鋼絲的鋅層厚度有不同的要求:直徑0.2~5.0mm的特號(hào)和I號(hào)鍍鋅鋼絲繩鋼絲,鍍層厚度可分為3組:薄鍍層組上鋅量為15~135g/m2,用于輕度腐蝕條件;中鍍層組上鋅量為60~200g/m2,用于中等腐蝕條件;厚鍍鋅組上鋅量為75~260g/m2,用于嚴(yán)重腐蝕條件。為確保鋼絲繩的質(zhì)量,鋼絲鍍鋅層表面應(yīng)平滑、完整、均勻和牢固。當(dāng)鍍鋅鋼絲呈螺旋狀纏繞在直徑為鋼絲直徑5倍或10倍的芯桿上時(shí),鋅層不應(yīng)脫落或開(kāi)裂。對(duì)鍍鋅層的耐腐蝕能力,也應(yīng)做相應(yīng)的檢驗(yàn)。
建德靠譜的吊具廠家
推薦使用半圓槽曳引輪,因?yàn)殄冧\鋼絲繩在V形槽中更容易被磨損。對(duì)于半圓槽曳引輪,減小其下部切口角,有利于鍍鋅鋼絲繩磨損疲勞壽命的提高。另外,對(duì)于半圓槽曳引輪,當(dāng)鍍鋅鋼絲繩實(shí)際直徑與繩槽直徑相同時(shí),接觸面積大,接觸應(yīng)力小,有利于提高鍍鋅鋼絲繩的疲勞壽命。繩槽過(guò)大,鍍鋅鋼絲繩被壓扁;繩槽過(guò)小,鍍鋅鋼絲繩被擠壓變形,還會(huì)引起電梯噪聲。鍍鋅鋼絲繩本身在可能的條件下應(yīng)選用直徑大的,直徑小的鍍鋅鋼絲繩的疲勞壽命明顯降低。應(yīng)選擇合適的曳引輪直徑,除考慮曳引輪與鍍鋅鋼絲繩的直徑比外,還應(yīng)考慮曳引輪直徑與鍍鋅鋼絲繩外層鋼絲直徑的比值,推薦該比值不小于650。