臨海安全鍍鋅鋼絲繩價錢
發布時間:2021-12-31 00:23:37
臨海安全鍍鋅鋼絲繩價錢
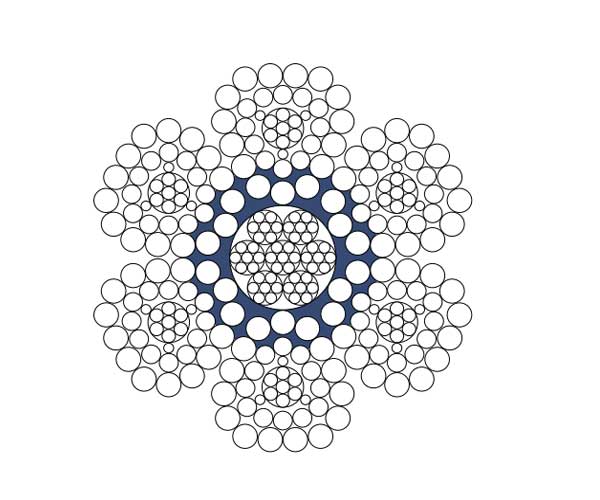
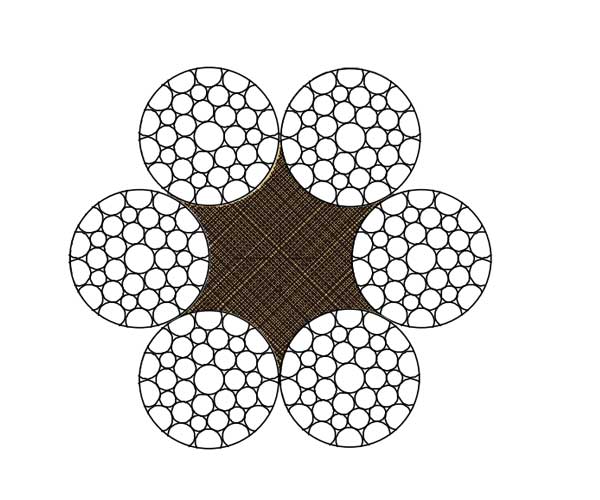
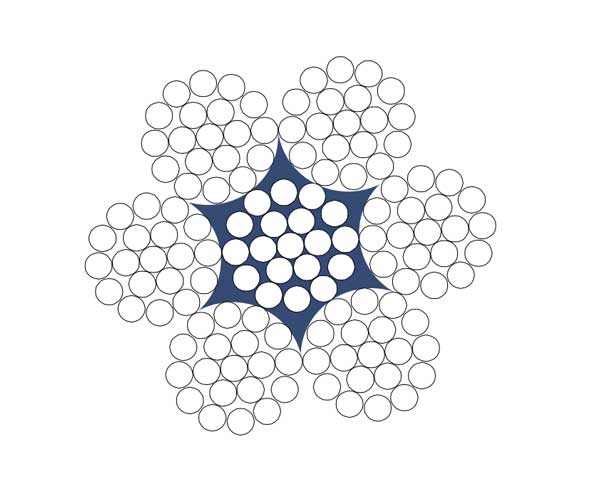
是用多根或者多股細鋼絲擰成的撓性繩索,是由多層的鋼絲捻成股,再以繩芯為中心,由一定數量的股捻繞成螺旋狀的繩。在物料搬運的機械中,供提升、牽引、拉緊和承載之用。鋼絲繩的強度高、自重輕、工作平穩、不易驟然地整根折斷,工作可靠。我們知道了鋼絲繩按擰繞的層次可分為單繞繩、雙繞繩和三繞繩。下面主要分析一下鋼絲繩按接觸狀態主要有哪些分類。專家指出鋼絲繩可按股中每層鋼絲之間的接觸狀態分為點接觸、線接觸和面接觸三種。首先,我們來說點接觸的鋼絲繩。點接觸鋼絲繩股中鋼絲直徑均相同。為使鋼絲受力均勻,每層鋼絲擰繞后的螺旋角大致相等,但擰距不等,所以內外層鋼絲相互交叉,呈點接觸狀態。其次,線接觸的鋼絲繩。線接觸鋼絲繩股中各層鋼絲的擰距相等,內外層鋼絲互相接觸在一條螺旋線上,呈線接觸狀態。線接觸鋼絲繩的性能比點接觸的有很大改善,所以使用廣泛。后,密封式鋼絲繩,即面接觸鋼絲繩的一種。外層用乙形鋼絲制成,表面光滑,耐磨性好,與相同直徑的其他類型鋼絲繩相比,抗拉強度較大,并能承受橫向壓力,但撓性差、工藝較復雜、制造成本高,常用作承載索,如纜索起重機和架空索道上的纜索。

臨海安全鍍鋅鋼絲繩價錢
有哪些種類,都有什么特點?鋼絲繩根據使用的需要來進行制作,因為不同場合中,需要使用的鋼絲繩的拉伸能力不同,所以鋼絲的股數也是不同的,此外,由于不同適用場合中,對鋼絲繩的影響也是千差萬別,所以鋼絲繩的制作中還需要經過不同的工藝處理。鋼絲繩廣泛應用于起重機和電梯的起吊,機械動力的傳遞,汽車駕駛艙桿的控制,飛機的控制系統的操作等領域;靜態系統中,吊索橋的牽拉支撐塔的穩固,新型欄桿的設計等各行業內,鋼絲繩也有著廣泛應用。我國生產的磷化鋼絲繩,磷化膜可以提高制繩鋼絲表面的耐磨損、耐腐蝕能力,有效抑制微動疲勞的發生。制繩鋼絲磷化處理,優先采用錳系或鋅錳系磷化,鋼絲磷化后不進行任何拉拔加工,直接使用磷化鋼絲捻制鋼絲繩,由于磷化涂層使鋼絲表面更加耐磨,而且磷化膜不導電,能夠同時提高鋼絲抗銹蝕能力,使用磷化鋼絲繩使用壽命是光面鋼絲繩的2-3倍,鋼絲繩耐疲勞性能大幅度提高。的鍍鋅層對鋼絲的保護屬于陽極保護,鍍鋅層越厚防腐蝕能力越強;有時候,為了防腐性能的考慮也會選擇涂塑工藝處理,在鋼絲繩外表面或股繩外表面涂覆一定厚度的塑料,包括聚乙烯、聚丙烯、聚氨酯等;直接的一種鋼絲繩是光面鋼絲繩,鋼絲不再經過任何表面處理直接捻制股繩、鋼芯和鋼絲繩。
臨海安全鍍鋅鋼絲繩價錢
鍍塑鋼絲繩:制作鋼絲繩套的操作:鋼絲繩套是以鋼絲繩為原料經過加工,將一端或兩端加工呈圓環狀,主要用于吊裝、牽引、拉緊和承載的繩索被稱為鋼絲繩套。鋼絲繩套具有強度高、自重輕、工作平穩、不易驟然整根折斷等特點,廣泛應用于鋼鐵、化工、運輸、港口等行業。一起看看鍍塑鋼絲繩制作鋼絲繩套的操作吧。1、選擇工器具,能滿足工作需要且擺放有序;2、剪切鋼絲繩,斷頭處兩端綁扎小鐵絲;3、量取鋼絲繩套回頭拆散長度,應滿足45—48倍的鋼絲繩直徑;4、拆散鋼絲繩股,同時將3股拆開分成2組;5、回頭組合,回頭組合時外觀無間隙與厚鋼絲繩外觀無異;6、剪浸油線芯,各鋼絲繩股端部處理,浸油線芯剪切長度合適,各鋼絲繩股端部用黑膠布纏緊;7、繩套長度,長度符合13—24倍鋼絲繩的要求;8、穿插長度,穿插長度符合20—24倍鋼絲繩直徑的要求。相關信息我們就給大家說到這了,您的需求才是我們的目標和追求。衷心的感謝您的閱讀,希望您會獲得一定的收獲。
臨海安全鍍鋅鋼絲繩價錢
提高層均勻性的措施:造成鋼絲熱浸鍍過程鍍層不均勻的原因有:(1)鋼絲引出與鋅液面不垂直,這樣鋼絲引出時帶出的鍍液未凝固時在其重力作用下就不能沿鋼絲圓周均勻往下淌,造成凝固后鍍層偏離鋼絲幾何中心;(2)抹拭情況(如木炭顆粒大小、木炭與鋼絲接觸的緊密度、氣擦的流量和壓力等)在鋼絲圓周各方向上的差異;(3)鋅液面波動和鋼絲抖動,鋅液面浮渣沾在鋼絲表面等;(4)先鍍后拉鋼絲在鍍后拉拔時由各種原因造成的刮鋅和鋅層不均勻變形。嚴重時甚至使局部純鋅層全部喪失。應采取的措施:改進設計、調整工裝,保證由壓軸和引出架的導線輥定位的鋼絲與鋅液面垂直,到壓軸磨損時必須及時調整導線輥位置或轉動壓軸以保證鋼絲與液面垂直。抹拭的木炭顆粒要均勻、拍實。加鋅要遠離引出處并慢慢推入,壓軸到鋅鍋操作面的位置不能太近,生產線上好有張力控制裝置以防止鋅液面波動。
臨海安全鍍鋅鋼絲繩價錢
在工藝上有哪些區別:電鍍鋅是通過外加電源,用電沉積的方式獲得鍍層,獲得的鍍層是由細密的純鋅晶粒所組成。冷鍍鋅(或者是電鍍鋅)是在常溫下通過電鍍或者其他方法鍍的鋅。從理論上講,電鍍鋅可獲得任意厚度的鋅層。目前實用的電鍍鋅上鋅量可達1200g/㎡。一般電鍍鋅層上鋅量也可達750g/㎡。是靠物理的熱擴散作用形成鍍層,首先形成鐵一鋅化合物,相繼在鐵一鋅化合物表面生成純鋅層。而熱鍍鋅上鋅量高值也不過593g/㎡。熱鍍鋅會降低鋼絲的力學性能,要求強度高及耐腐蝕性高的鍍鋅鋼絲繩,多采用電鍍鋅鋼絲捻制。熱鍍鋅是在450-480度熔融的鋅液中鍍的鋅。