上海靠譜的鍍鋅鋼絲繩廠(chǎng)家
發(fā)布時(shí)間:2022-05-29 00:26:18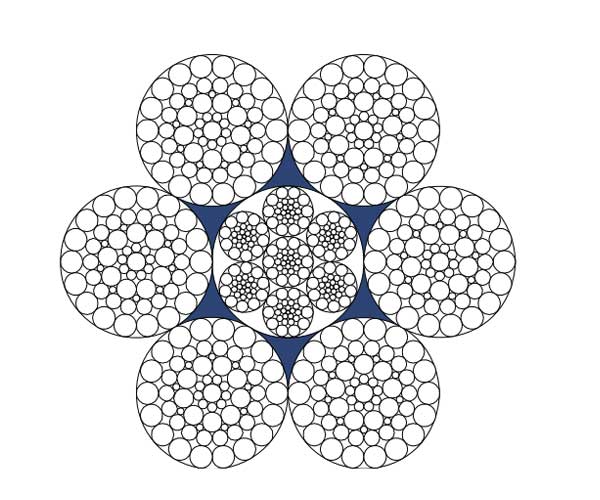
上海靠譜的鍍鋅鋼絲繩廠(chǎng)家
在工藝上有哪些區(qū)別:電鍍鋅是通過(guò)外加電源,用電沉積的方式獲得鍍層,獲得的鍍層是由細(xì)密的純鋅晶粒所組成。冷鍍鋅(或者是電鍍鋅)是在常溫下通過(guò)電鍍或者其他方法鍍的鋅。從理論上講,電鍍鋅可獲得任意厚度的鋅層。目前實(shí)用的電鍍鋅上鋅量可達(dá)1200g/㎡。一般電鍍鋅層上鋅量也可達(dá)750g/㎡。是靠物理的熱擴(kuò)散作用形成鍍層,首先形成鐵一鋅化合物,相繼在鐵一鋅化合物表面生成純鋅層。而熱鍍鋅上鋅量高值也不過(guò)593g/㎡。熱鍍鋅會(huì)降低鋼絲的力學(xué)性能,要求強(qiáng)度高及耐腐蝕性高的鍍鋅鋼絲繩,多采用電鍍鋅鋼絲捻制。熱鍍鋅是在450-480度熔融的鋅液中鍍的鋅。
上海靠譜的鍍鋅鋼絲繩廠(chǎng)家
提高層均勻性的措施:造成鋼絲熱浸鍍過(guò)程鍍層不均勻的原因有:(1)鋼絲引出與鋅液面不垂直,這樣鋼絲引出時(shí)帶出的鍍液未凝固時(shí)在其重力作用下就不能沿鋼絲圓周均勻往下淌,造成凝固后鍍層偏離鋼絲幾何中心;(2)抹拭情況(如木炭顆粒大小、木炭與鋼絲接觸的緊密度、氣擦的流量和壓力等)在鋼絲圓周各方向上的差異;(3)鋅液面波動(dòng)和鋼絲抖動(dòng),鋅液面浮渣沾在鋼絲表面等;(4)先鍍后拉鋼絲在鍍后拉拔時(shí)由各種原因造成的刮鋅和鋅層不均勻變形。嚴(yán)重時(shí)甚至使局部純鋅層全部喪失。應(yīng)采取的措施:改進(jìn)設(shè)計(jì)、調(diào)整工裝,保證由壓軸和引出架的導(dǎo)線(xiàn)輥定位的鋼絲與鋅液面垂直,到壓軸磨損時(shí)必須及時(shí)調(diào)整導(dǎo)線(xiàn)輥位置或轉(zhuǎn)動(dòng)壓軸以保證鋼絲與液面垂直。抹拭的木炭顆粒要均勻、拍實(shí)。加鋅要遠(yuǎn)離引出處并慢慢推入,壓軸到鋅鍋操作面的位置不能太近,生產(chǎn)線(xiàn)上好有張力控制裝置以防止鋅液面波動(dòng)。

上海靠譜的鍍鋅鋼絲繩廠(chǎng)家
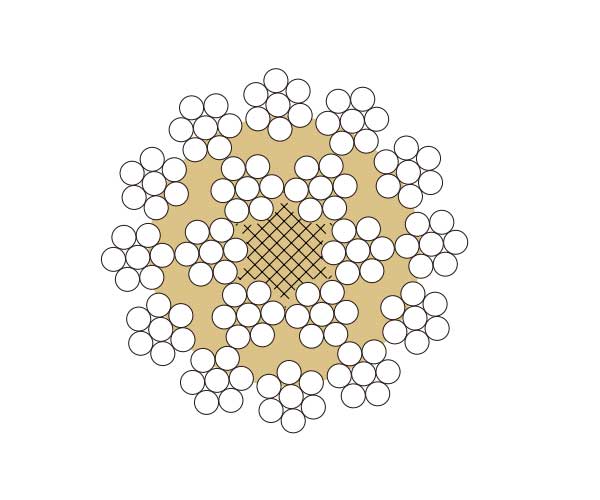
是用多根或者多股細(xì)鋼絲擰成的撓性繩索,是由多層的鋼絲捻成股,再以繩芯為中心,由一定數(shù)量的股捻繞成螺旋狀的繩。在物料搬運(yùn)的機(jī)械中,供提升、牽引、拉緊和承載之用。鋼絲繩的強(qiáng)度高、自重輕、工作平穩(wěn)、不易驟然地整根折斷,工作可靠。我們知道了鋼絲繩按擰繞的層次可分為單繞繩、雙繞繩和三繞繩。下面主要分析一下鋼絲繩按接觸狀態(tài)主要有哪些分類(lèi)。專(zhuān)家指出鋼絲繩可按股中每層鋼絲之間的接觸狀態(tài)分為點(diǎn)接觸、線(xiàn)接觸和面接觸三種。首先,我們來(lái)說(shuō)點(diǎn)接觸的鋼絲繩。點(diǎn)接觸鋼絲繩股中鋼絲直徑均相同。為使鋼絲受力均勻,每層鋼絲擰繞后的螺旋角大致相等,但擰距不等,所以?xún)?nèi)外層鋼絲相互交叉,呈點(diǎn)接觸狀態(tài)。其次,線(xiàn)接觸的鋼絲繩。線(xiàn)接觸鋼絲繩股中各層鋼絲的擰距相等,內(nèi)外層鋼絲互相接觸在一條螺旋線(xiàn)上,呈線(xiàn)接觸狀態(tài)。線(xiàn)接觸鋼絲繩的性能比點(diǎn)接觸的有很大改善,所以使用廣泛。后,密封式鋼絲繩,即面接觸鋼絲繩的一種。外層用乙形鋼絲制成,表面光滑,耐磨性好,與相同直徑的其他類(lèi)型鋼絲繩相比,抗拉強(qiáng)度較大,并能承受橫向壓力,但撓性差、工藝較復(fù)雜、制造成本高,常用作承載索,如纜索起重機(jī)和架空索道上的纜索。
上海靠譜的鍍鋅鋼絲繩廠(chǎng)家
談鋼絲繩壽命主要看斷絲的多少,下文為您簡(jiǎn)單介紹下。一般使用鋼絲繩的用戶(hù)都比較關(guān)注不銹鋼鋼絲繩的使用壽命,鋼絲繩壽命的長(zhǎng)短會(huì)直接影響著企業(yè)成本支出。通常對(duì)于正常工作作業(yè)忠使用的鋼絲繩而言,的報(bào)廢原因大多是因?yàn)閿嘟z太多,導(dǎo)致鋼絲繩的金屬截面減小到國(guó)家規(guī)定的報(bào)廢標(biāo)準(zhǔn)。雖然造成斷絲的原因有很多。但鋼絲繩的斷絲的主要原因是鋼絲繩的疲勞,其中鋼絲繩磨損也是造成斷絲的原因之一,但不是主要原因。需要用到的鋼絲繩設(shè)備在使用過(guò)程中,一些損傷和不正常的壓傷會(huì)造成斷絲的提早。但造成鋼絲繩壽命縮短的主要原因還是疲勞斷絲。造成疲勞斷絲的原因有很多。從鋼絲繩本身的質(zhì)量來(lái)講,材質(zhì)和拔絲工藝的影響頗大,繩芯不好也有影響;從使用方面來(lái)講,沒(méi)有潤(rùn)滑,提升鋼絲繩在卷筒上咬繩,滑輪輪槽不正確,索道上抱索器形狀不適,固定抱索器長(zhǎng)時(shí)間不移位,輪徑/繩徑比太小等都是原因。

上海靠譜的鍍鋅鋼絲繩廠(chǎng)家
分兩類(lèi):冷鍍鋅鋼絲繩和熱鍍鋅鋼絲繩。熱鍍鋅和冷鍍鋅在工藝上有這本質(zhì)的區(qū)別熱鍍鋅是靠物理的熱擴(kuò)散作用形成鍍層,首先形成鐵一鋅化合物,相繼在鐵一鋅化合物表面生成純鋅層。而熱鍍鋅上鋅量高值也不過(guò)593g/m2。會(huì)降低鋼絲的力學(xué)性能,要求強(qiáng)度高及耐腐蝕性高的鍍鋅鋼絲繩,多采用電鍍鋅鋼絲捻制。熱鍍鋅是在450-480度熔融的鋅液中鍍的鋅。