常熟優(yōu)質(zhì)吊具吊索廠家
發(fā)布時(shí)間:2022-12-04 00:25:12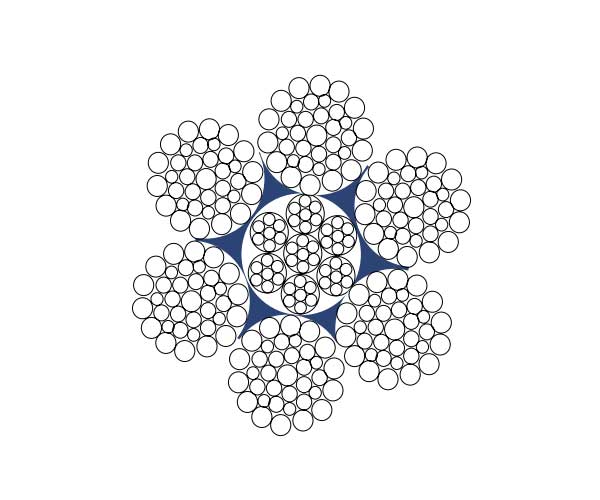
常熟優(yōu)質(zhì)吊具吊索廠家
分兩類:冷鍍鋅鋼絲繩和熱鍍鋅鋼絲繩。熱鍍鋅和冷鍍鋅在工藝上有這本質(zhì)的區(qū)別熱鍍鋅是靠物理的熱擴(kuò)散作用形成鍍層,首先形成鐵一鋅化合物,相繼在鐵一鋅化合物表面生成純鋅層。而熱鍍鋅上鋅量高值也不過(guò)593g/m2。會(huì)降低鋼絲的力學(xué)性能,要求強(qiáng)度高及耐腐蝕性高的鍍鋅鋼絲繩,多采用電鍍鋅鋼絲捻制。熱鍍鋅是在450-480度熔融的鋅液中鍍的鋅。

常熟優(yōu)質(zhì)吊具吊索廠家
隨著冷變形程度的增加,一般鋼絲的抗拉強(qiáng)度、硬度、彈性極限等增加,而延伸率、斷面收縮率等下降。由于存在加工硬化,所以當(dāng)拉拔的變形程度達(dá)到一定值后,由于鋼絲冷加工性能的顯著下降而不適宜再繼續(xù)拉拔,需要進(jìn)行中間熱處理以恢復(fù)其加工性能。拉絲機(jī)的能力一般以其卷筒直徑的大小和卷簡(jiǎn)的數(shù)量來(lái)表示。拉絲機(jī)的拉拔速度與鋼絲的鋼種、直徑、熱處理的質(zhì)量、潤(rùn)滑和冷卻條件、變形程度、拉絲機(jī)的結(jié)構(gòu)以及盤條的盤重等有關(guān)。隨著鋼絲生產(chǎn)的現(xiàn)代化,拉拔速度在不斷提高。為了減少摩擦,降低拉拔力和模耗以及獲得表面光潔、尺寸和形狀合乎要求的產(chǎn)品,拉拔時(shí)必須使用潤(rùn)滑劑潤(rùn)滑。使用固體潤(rùn)滑劑時(shí)稱為干式拉絲;使用潤(rùn)滑劑水溶液并在其中完成拉拔過(guò)程的稱濕式拉絲,所用的設(shè)備是水箱拉絲機(jī)。
常熟優(yōu)質(zhì)吊具吊索廠家
有哪些標(biāo)準(zhǔn)?電梯繩國(guó)家標(biāo)準(zhǔn)(GB8903-2005)規(guī)定了電梯安裝的驗(yàn)收條件、檢驗(yàn)項(xiàng)目、檢驗(yàn)要求和驗(yàn)收規(guī)則。本標(biāo)準(zhǔn)適用于額定速度不大于2.5m/s的乘客電梯、載貨電梯,不適用于液壓電梯、雜物電梯。安裝驗(yàn)收條件:1、驗(yàn)收電梯的工作條件應(yīng)符合GB10058的規(guī)定。2、提交驗(yàn)收的電梯應(yīng)具備完整的資料和文件。3、安裝完畢的電梯及其環(huán)境應(yīng)清理干凈。機(jī)房門窗應(yīng)防風(fēng)雨,并標(biāo)有“機(jī)房重地,閑人免進(jìn)”字樣。

常熟優(yōu)質(zhì)吊具吊索廠家
談鋼絲繩壽命主要看斷絲的多少,下文為您簡(jiǎn)單介紹下。一般使用鋼絲繩的用戶都比較關(guān)注不銹鋼鋼絲繩的使用壽命,鋼絲繩壽命的長(zhǎng)短會(huì)直接影響著企業(yè)成本支出。通常對(duì)于正常工作作業(yè)忠使用的鋼絲繩而言,的報(bào)廢原因大多是因?yàn)閿嘟z太多,導(dǎo)致鋼絲繩的金屬截面減小到國(guó)家規(guī)定的報(bào)廢標(biāo)準(zhǔn)。雖然造成斷絲的原因有很多。但鋼絲繩的斷絲的主要原因是鋼絲繩的疲勞,其中鋼絲繩磨損也是造成斷絲的原因之一,但不是主要原因。需要用到的鋼絲繩設(shè)備在使用過(guò)程中,一些損傷和不正常的壓傷會(huì)造成斷絲的提早。但造成鋼絲繩壽命縮短的主要原因還是疲勞斷絲。造成疲勞斷絲的原因有很多。從鋼絲繩本身的質(zhì)量來(lái)講,材質(zhì)和拔絲工藝的影響頗大,繩芯不好也有影響;從使用方面來(lái)講,沒(méi)有潤(rùn)滑,提升鋼絲繩在卷筒上咬繩,滑輪輪槽不正確,索道上抱索器形狀不適,固定抱索器長(zhǎng)時(shí)間不移位,輪徑/繩徑比太小等都是原因。
常熟優(yōu)質(zhì)吊具吊索廠家
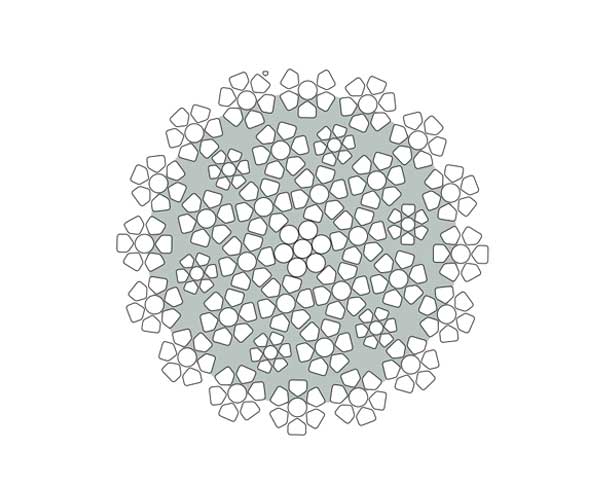
電梯用鋼絲繩結(jié)構(gòu)由鋼絲、鋼絞線(股)和繩芯組成。由高碳鋼絲組成,直徑在5.5~9.5 mm之間,鋼絞線由鋼絲纏繞而成,絞線由19或25根鋼絲組成。捻是定向的,可分為S捻或Z捻;繩芯可用天然纖維(如劍麻等)制成。或合成纖維(如聚丙烯、聚乙烯),纖維芯應(yīng)浸入油中,油含量有一定的標(biāo)準(zhǔn)。通常,兩種常見(jiàn)的繩索結(jié)構(gòu)是扭轉(zhuǎn)和反向扭轉(zhuǎn)。反捻鋼絲繩:每股鋼絲的纏繞方向與每根鋼絲芯的纏繞方向相反。因此,鋼絲的邊線平行于繩索的中軸。:每股鋼絲繩的纏繞方向與鋼絲繩芯的纏繞方向相同,鋼絲繩的邊緣線與鋼絲繩的中心軸成一定角度。鋼絲繩是電梯系統(tǒng)中重要的部件。同時(shí),鋼絲繩也是電梯系統(tǒng)中脆弱、危險(xiǎn)的安全點(diǎn)。

常熟優(yōu)質(zhì)吊具吊索廠家
提高層均勻性的措施:造成鋼絲熱浸鍍過(guò)程鍍層不均勻的原因有:(1)鋼絲引出與鋅液面不垂直,這樣鋼絲引出時(shí)帶出的鍍液未凝固時(shí)在其重力作用下就不能沿鋼絲圓周均勻往下淌,造成凝固后鍍層偏離鋼絲幾何中心;(2)抹拭情況(如木炭顆粒大小、木炭與鋼絲接觸的緊密度、氣擦的流量和壓力等)在鋼絲圓周各方向上的差異;(3)鋅液面波動(dòng)和鋼絲抖動(dòng),鋅液面浮渣沾在鋼絲表面等;(4)先鍍后拉鋼絲在鍍后拉拔時(shí)由各種原因造成的刮鋅和鋅層不均勻變形。嚴(yán)重時(shí)甚至使局部純鋅層全部喪失。應(yīng)采取的措施:改進(jìn)設(shè)計(jì)、調(diào)整工裝,保證由壓軸和引出架的導(dǎo)線輥定位的鋼絲與鋅液面垂直,到壓軸磨損時(shí)必須及時(shí)調(diào)整導(dǎo)線輥位置或轉(zhuǎn)動(dòng)壓軸以保證鋼絲與液面垂直。抹拭的木炭顆粒要均勻、拍實(shí)。加鋅要遠(yuǎn)離引出處并慢慢推入,壓軸到鋅鍋操作面的位置不能太近,生產(chǎn)線上好有張力控制裝置以防止鋅液面波動(dòng)。