桐鄉安全吊具廠家
發布時間:2024-11-25 00:16:38
桐鄉安全吊具廠家
在工藝上有哪些區別:電鍍鋅是通過外加電源,用電沉積的方式獲得鍍層,獲得的鍍層是由細密的純鋅晶粒所組成。冷鍍鋅(或者是電鍍鋅)是在常溫下通過電鍍或者其他方法鍍的鋅。從理論上講,電鍍鋅可獲得任意厚度的鋅層。目前實用的電鍍鋅上鋅量可達1200g/㎡。一般電鍍鋅層上鋅量也可達750g/㎡。是靠物理的熱擴散作用形成鍍層,首先形成鐵一鋅化合物,相繼在鐵一鋅化合物表面生成純鋅層。而熱鍍鋅上鋅量高值也不過593g/㎡。熱鍍鋅會降低鋼絲的力學性能,要求強度高及耐腐蝕性高的鍍鋅鋼絲繩,多采用電鍍鋅鋼絲捻制。熱鍍鋅是在450-480度熔融的鋅液中鍍的鋅。
桐鄉安全吊具廠家
批發繩索保養的注意事項:鋼絲繩索具使用過程中我們需對鋼絲繩的磨損、銹蝕、拉伸、彎曲、變形、疲勞、斷絲、鋼絲繩繩芯露出的程度進行檢查,那么保養的時候該注意哪些呢?1.鋼絲繩索具的使用期限與使用方法有很大關系,因此應做到按規定使用,禁止拖拉、拋擲,使用中不準超負荷,不準使鋼絲繩發生銳角折曲,不準急劇改變升降速度,避免沖擊載荷。 2.鋼絲繩索具有鐵銹和灰垢時,用鋼絲刷刷去并涂油。 3.每使用4個月涂油一次,涂油時好用熱油(50℃左右)浸透繩芯,再擦去多余的油脂。4.鋼絲繩索具盤好后應放在清潔干燥的地方,不得重疊堆置,防止扭傷。5.鋼絲繩索具端部用鋼絲扎緊或用熔點低的合金焊牢,也可用鐵箍箍緊,以免繩頭松散。6.使用中,鋼絲繩索具表面如有油滴擠出,表示鋼絲繩已承受相當大的力量,這時應停止增加負荷,并進行檢查,必要時更換新鋼絲繩。
桐鄉安全吊具廠家
談鋼絲繩壽命主要看斷絲的多少,下文為您簡單介紹下。一般使用鋼絲繩的用戶都比較關注不銹鋼鋼絲繩的使用壽命,鋼絲繩壽命的長短會直接影響著企業成本支出。通常對于正常工作作業忠使用的鋼絲繩而言,的報廢原因大多是因為斷絲太多,導致鋼絲繩的金屬截面減小到國家規定的報廢標準。雖然造成斷絲的原因有很多。但鋼絲繩的斷絲的主要原因是鋼絲繩的疲勞,其中鋼絲繩磨損也是造成斷絲的原因之一,但不是主要原因。需要用到的鋼絲繩設備在使用過程中,一些損傷和不正常的壓傷會造成斷絲的提早。但造成鋼絲繩壽命縮短的主要原因還是疲勞斷絲。造成疲勞斷絲的原因有很多。從鋼絲繩本身的質量來講,材質和拔絲工藝的影響頗大,繩芯不好也有影響;從使用方面來講,沒有潤滑,提升鋼絲繩在卷筒上咬繩,滑輪輪槽不正確,索道上抱索器形狀不適,固定抱索器長時間不移位,輪徑/繩徑比太小等都是原因。
桐鄉安全吊具廠家
推薦使用半圓槽曳引輪,因為鍍鋅鋼絲繩在V形槽中更容易被磨損。對于半圓槽曳引輪,減小其下部切口角,有利于鍍鋅鋼絲繩磨損疲勞壽命的提高。另外,對于半圓槽曳引輪,當鍍鋅鋼絲繩實際直徑與繩槽直徑相同時,接觸面積大,接觸應力小,有利于提高鍍鋅鋼絲繩的疲勞壽命。繩槽過大,鍍鋅鋼絲繩被壓扁;繩槽過小,鍍鋅鋼絲繩被擠壓變形,還會引起電梯噪聲。鍍鋅鋼絲繩本身在可能的條件下應選用直徑大的,直徑小的鍍鋅鋼絲繩的疲勞壽命明顯降低。應選擇合適的曳引輪直徑,除考慮曳引輪與鍍鋅鋼絲繩的直徑比外,還應考慮曳引輪直徑與鍍鋅鋼絲繩外層鋼絲直徑的比值,推薦該比值不小于650。
桐鄉安全吊具廠家
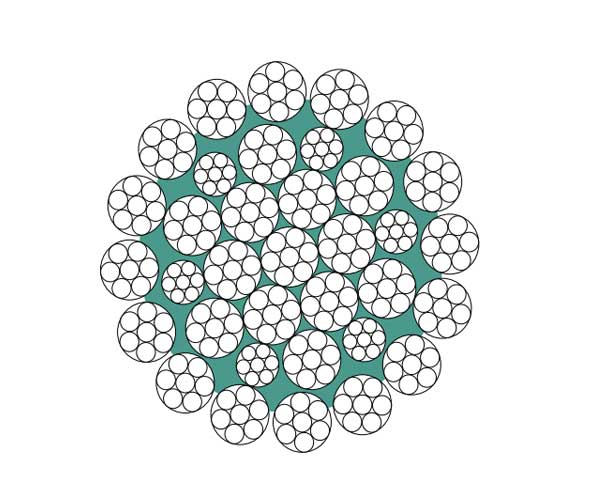
起重吊裝作業常用存交互捻鋼絲繩。為什么起重機要選用交互捻,因為普通鋼絲繩在單根使用時,都有向鋼絲繩繞向相反方向旋轉的現象,在滑輪組中使用時會因鋼絲繩旋轉而造成起吊鋼絲繩旋扭,俗稱打絞。相對于普通鋼絲繩,目前不旋轉鋼絲繩已開始大量應用。所謂不旋轉鋼絲繩是基于這樣一個原理,即繩與股的扭轉力矩方向相反而大小相等。而博頓君威生產的交互捻鋼絲繩則有所不同,其原理是使繩芯的旋向與繩本身的旋向相反,當受力時,繩芯產生的扭矩與外股產生的扭矩大小相等,方向相反。鋼絲繩的股還可通過滾壓或模具擠壓等后處理方法成為緊密股,處理后股的直徑將減小,而表面光潔度很高。因此,采用緊密股的鋼絲繩可以使用較粗的鋼絲,相同直徑下,采用緊密股的鋼絲繩充填系數較高,破斷拉力大為提高。當在卷筒上進行多層纏繞時,普通股的鋼絲繩其外股在層與層之間擠壓較嚴重,鋼絲繩表面磨損較快。而緊密股的鋼絲繩則有較高的抗磨損能力和抗擠壓能力。
桐鄉安全吊具廠家
的鍍鋅方法:鋼絲的鍍鋅有多線連續熱鍍和電鍍兩種方法。電鍍鋅(見鋼絲電鍍鋅)是通過外加電源,用電沉積的方式獲得鍍層,獲得的鍍層是由細密的純鋅晶粒所組成。熱鍍鋅(見鋼絲熱鍍鋅)是靠物理的熱擴散作用形成鍍層,首先形成鐵一鋅化合物,相繼在鐵一鋅化合物表面生成純鋅層。從理論上講,電鍍鋅可獲得任意厚度的鋅層。目前實用的電鍍鋅上鋅量可達1200g/m2。,一般電鍍鋅層上鋅量也可達750g/m2。而熱鍍鋅上鋅量高值也不過593g/m2。會降低鋼絲的力學性能,要求強度高及耐腐蝕性高的鍍鋅鋼絲繩,多采用電鍍鋅鋼絲捻制。